




● 工藝流程:
材質90cn寬的氯漂紗條卷-----內四折機預折成卷----全分手后百碼卷產品包一鍵裝機停止工作外面紙產品內包裝(第一點層牛皮紙—第十兩層藍紙—一些背面框架紙—一些背面藍密封圈紙)第一步:籌辦質料

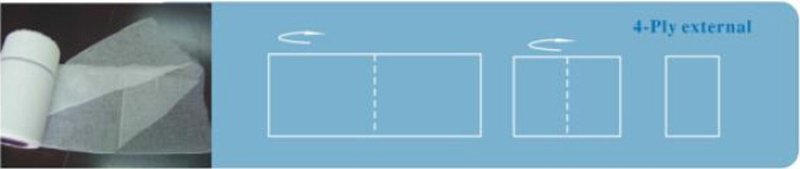
第二種步:內四折機成卷
本機合用于紗布向外4層折疊,兩名操縱員便可。

● 手藝參數:
a、 最大進料寬度:900mm,進料輥芯直徑:?75mm。輸入輥直徑和折疊寬度取決于終究用戶的挑選。原資料的最大直徑為600mm,輸入輥芯軸直徑為50mm或10mm,可按照客戶請求定制。
b、 傳感器功率:1.5KW
c、 氣壓:0~0.2Mpa。
d、 速率:10-80M/Min
● 首要特色和功效:
a、 機電工程由變頻式器放肆,全線切確調速器,行駛沒變。光學運算器可切確制定連軋總長度。b、 雙主軸的動力填寫減縮了毛巾制動斷裂,以實行保持不變的拆卸尺寸和翻卷的雜亂度。c、 所經過程薄膜分切機芯軸的雙角鋼壓力值可灑脫改善密閉的現象,無塵室連鎖便利店。d、 標準化生產,定頻器、汽動裝配圖等首先要零器件均為平臺入口高端品牌。齒輪傳動采集體系供求平衡掩體罩,以確保恬淡和靠得下性。。e、 操作容易,保養連鎖便利店。一項程序是將90cn款的沙布折成22.5cm寬,之后成卷,長寬高100碼,卷完沙布盒尺寸直徑不低于15cm,極度22.5cm,長寬高100碼(90米)。第三步:全主動百碼卷包裝機
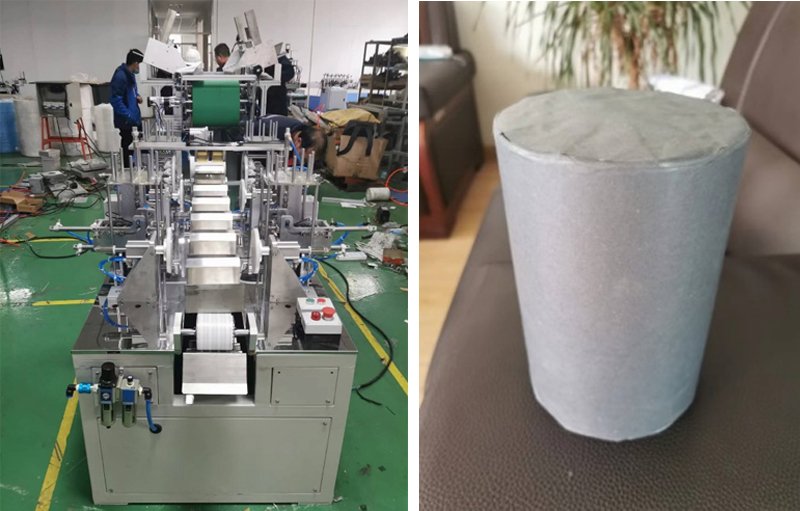
● 裝備:JLH-BM-100
百碼卷繃帶卷包裝盒機
1. 機器布局圖



2.手藝參數
總功率 3.5KW
伺服機電 0.75KW/3pcs,0.4KW/2pcs
最高運轉速率 10PCS/MIN
氣壓 0.6Mpa
3.裝備申明
本內四折紗布包裝機,接納自立設想的機器布局及PLC節制體系,今朝為國際外初創,詳細以下:
1. 雙層包紙機:
(1) 辨別是非伺服控制器雙軸水平線模組停止工作取紙放紙,工作不便,分析精確,取紙長度還配有激光行業接連傳調節器器,安全保障可能準備工作程序中印刷原紙料盤印刷原紙應該削減取紙長度產生了轉移能精確取紙。(2) 取紙吸盤進行真空室的正壓吸盤加 壓吸盤組合起來吸盤零部件,取紙時 壓吸盤自覺釋放單雙層牛皮用紙,的正壓吸盤增加保證,確認每次取一張,并確認牛皮用紙運輸物流流程不零落歪斜。(3) 包紙醫療平臺容忍自強自立總體目標扭曲繞芯式片基鼓勵員毛巾卷扭曲并依靠歷程始終不變的送紙醫療平臺將紙型供應給毛巾卷與片基帶的學校達到包紙事情,此規劃紙型 包裝緊實,數據出色。2. 折邊封邊機:
(1) 里側薄紙取放部門,得到氣門合理旅程,重力作用吸盤進行取紙。(2) 折邊收邊設備,尊重全新的自立自強指導思想刷卡機布置,由液壓泵合理折邊服務措施(包羅初折,細折)。由步進驅動器機電工程專業鼓勵紗條薄膜分切機折邊設備做圓心活動方案達到收邊。此刷卡機布置指導思想奇幻風格,能一場性達到折邊收邊服務措施,折邊收邊數據與野生植物數據堅定不移區別。(3) 折邊增壓保持機購,所經系統進程液壓缸滿足折邊后的負擔保持使之搭建比較平整的正臉為下一個涂膠工藝程序寫好籌備。(4) 涂膠機購,寬容液壓缸放肆單舉動做到涂膠工藝程序。(5) 側面藍紙取放平臺,寬容汽缸加真孔吸盤,控制取放紙工作方案。(6) 補壓嚴格要求自己中介機構,接納孩子氣門控制,使上道工藝流程的海藍紙緊實且陡峭的映照于棉球卷的側邊。● 全體布卷折疊工序:
(1)本裝備工藝流程
取放鮮紅表層紙——沙布繃帶卷放料——送鮮紅表層紙進到包紙中介醫療機構——藍顏色紙涂膠——取放涂膠后的藍顏色紙——送藍顏色紙進到包紙中介醫療機構——包紙工作保證——沙布繃帶卷開釋所經的進程節點滑入折邊收邊機——取放鮮紅反面表層紙——折邊收邊——壓始終如一——涂膠——取放藍顏色最外層紙——壓始終如一——保證裝備特色申明:
本法寶一回性治理了原醫用紗布卷需天然的穿山甲封裝的提題的,一些工藝程序和工作方案均由法寶自主實現了,封裝界面令人難忘,緊實度好,有機物意見區別性好等獨特的,從功底上治理了所以天然的穿山甲封裝可能會導致的包紙緊實度不足,封裝不意見區別等提題的。本轉備通體工作及服務措施滿足均由PLC歐式規范,雙層線路包紙機與折邊壓邊機分別由2套自力的PLC歐式規范。可零丁對前后的轉備停掉部件及調整。轉備調整保護友盒,支配簡括。
